Сколько деталей для 5-осевой обработки вы знаете?
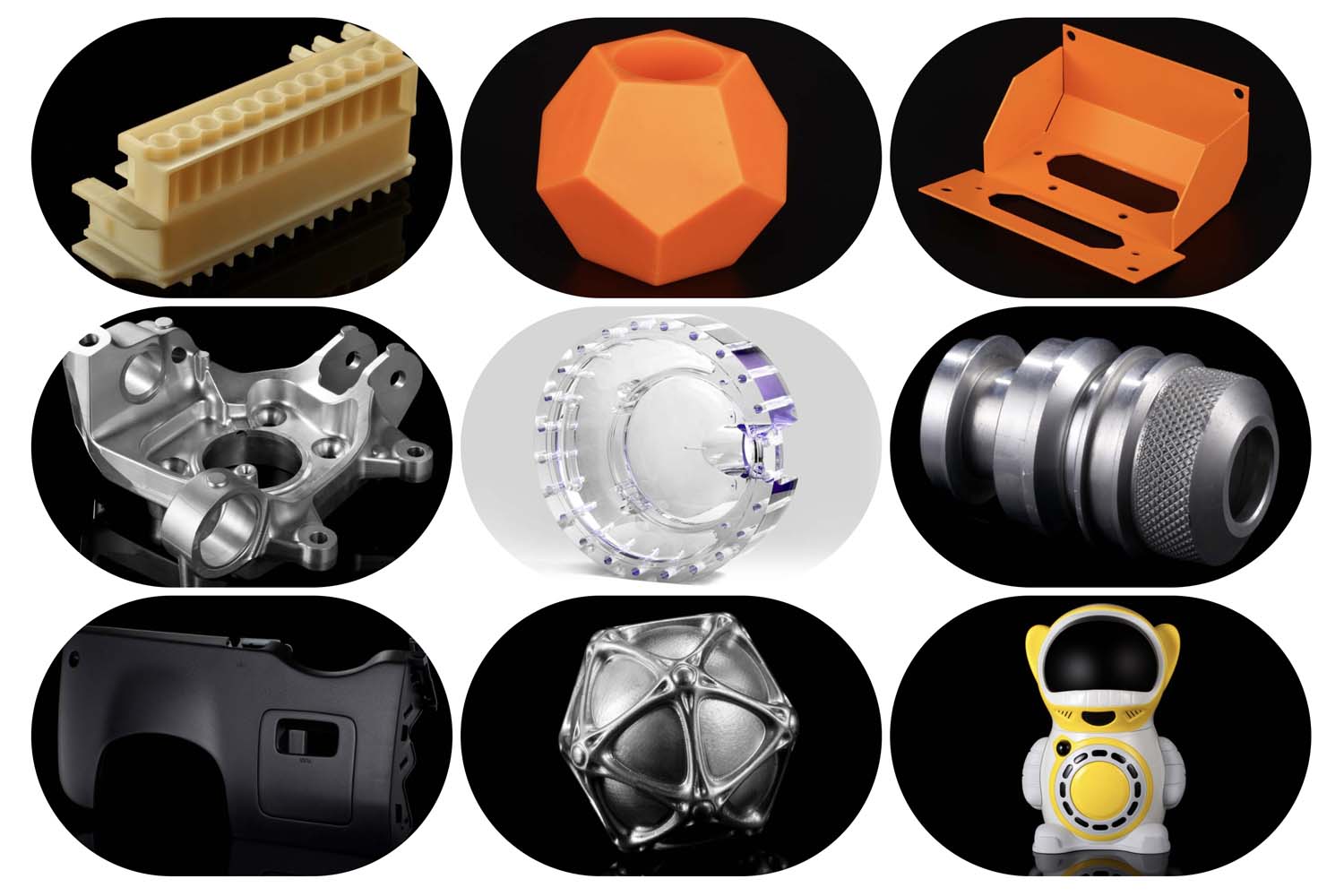
В настоящее время, как правило, мы имеем 6 типов деталей для 5-осевой обработки: Блоки и головки цилиндров автомобильных двигателей, аэрокосмические компоненты, морские детали, высокотехнологичные пресс-формы, сложные художественные изделия. Станки, используемые для 5-осевой обработки, обычно называются 5-осевыми станками или 5-осевыми обрабатывающими центрами. Эти станки могут обрабатывать разные стороны заготовки без изменения ее положения на станке, что значительно повышает эффективность обработки сложных деталей. 5-осевые обрабатывающие центры подходят для деталей сложной формы, особенно с криволинейными, наклонными поверхностями или нестандартной геометрией.
Преимущества 5-осевой обработки
По сравнению с 3-осевой обработкой с ЧПУ, 5-осевая обработка с ЧПУ дает следующие преимущества при обработке сложных поверхностей как с точки зрения технологического процесса, так и с точки зрения программирования:
Повышение качества и эффективности: Повышает качество и эффективность обработки деталей.
Расширенный диапазон технологических процессов: Увеличивает диапазон выполняемых процессов.
Соответствует новым направлениям развития: Поддерживает тенденцию к интегрированному производству сложных деталей.
Повышенная точность: Повышает точность обработки сложных деталей.
При обработке глубоких полостей в 3-осевых обрабатывающих центрах требуются удлиненные держатели и инструменты. Однако 5-осевые обрабатывающие центры могут сократить длину инструмента за счет дополнительного вращения и наклона заготовки или шпиндельной бабки. Это предотвращает столкновения между инструментом, держателем инструмента и стенками полости, снижает вибрацию и повреждения инструмента, продлевает срок его службы, а также значительно улучшает качество поверхности и эффективность обработки пресс-форм.
Для обработки боковых стенок на 3-осевом обрабатывающем центре требуется инструмент длиной, превышающей глубину боковой стенки. Если длина инструмента превышает диаметр в три раза, поддержание качества инструмента становится сложной задачей. 5-осевой обрабатывающий центр может наклонять шпиндель или заготовку, удерживая инструмент перпендикулярно боковине пресс-формы, повышая качество заготовки и продлевая срок службы инструмента.
При 3-осевой обработке для тонкого фрезерования используются концевые фрезы с шаровым наконечником, однако скорость вращения центра шарового наконечника практически равна нулю, что приводит к значительному износу инструмента и снижению качества поверхности при обработке пресс-форм. Применение 5-осевой обработки позволяет выполнять обработку под определенными углами, увеличивая относительную линейную скорость, что не только продлевает срок службы инструмента, но и значительно улучшает качество поверхности заготовки.
Подходящие типы
5-осевые обрабатывающие центры идеально подходят для обработки деталей сложной формы, особенно тех, которые имеют криволинейные поверхности, наклон или нестандартную геометрию. К распространенным типам деталей, подходящих для 5-осевой обработки, относятся:
Блоки и головки цилиндров автомобильных двигателей: Высокоточная обработка сложных поверхностей, подходит для блоков и головок цилиндров автомобильных двигателей.
Аэрокосмические компоненты: В аэрокосмической промышленности часто требуется обработка сложных деталей, таких как лопатки турбин и направляющие лопатки впускных каналов, требующих высокой точности.
Морские запчасти: Сложные конструкции судов требуют обработки различных форм, с чем эффективно справляются 5-осевые обрабатывающие центры.
Высокотехнологичные пресс-формы: Высокоточная обработка пресс-форм, включая пресс-формы для литья под давлением и литья под давлением.
Детали медицинского оборудования: Медицинские приборы часто требуют прецизионной обработки сложных поверхностей и мелких деталей, что эффективно достигается за счет 5-осевой обработки.
Сложные произведения искусства: Способны обрабатывать сложные художественные изделия, такие как скульптуры и декоративные элементы.
Заключение
Преимущество 5-осевой обработки заключается в поддержании оптимального угла между направлением подачи инструмента и поверхностью заготовки для улучшения качества поверхности и облегчения доступа к подрезам, а также в продлении срока службы инструмента. Более экономное использование инструмента, сокращение времени цикла и однозажимная настройка - все это способствует экономии времени и снижению количества ошибок при машинной обработке.